Metal Fatigue Improvement with Stress Waves
The stress wave generated during laser peening is the mechanism which imparts residual strength and fatigue resistance into a metal part.
Posted: January 12, 2017
By:
What is a stress wave?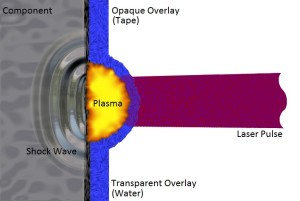
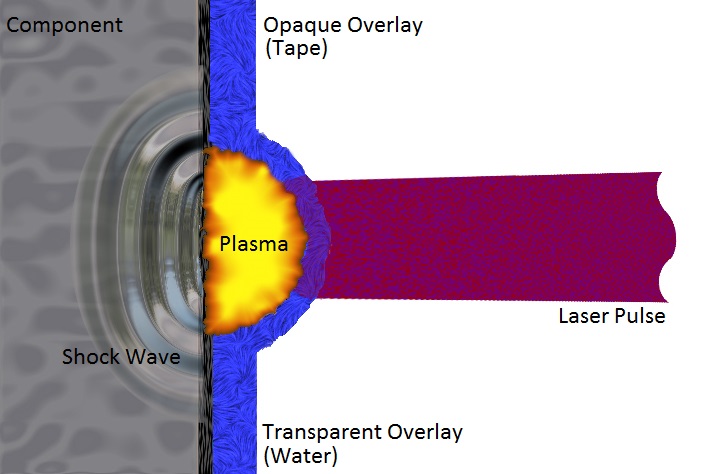
The stress wave generated during laser peening is the mechanism which imparts residual strength and fatigue resistance into a metal part. A high energy laser pulse is used to initiate a plasma between the surface of the part and the transparent overlay, creating a pressure wave that propagates into the material. The pressure wave induces plastic deformation within the material, resulting in deep compressive residual stresses that dramatically improve the part’s resistance to foreign object damage, stress corrosion cracking, and fatigue failure.
The Laser Peening Stress Wave
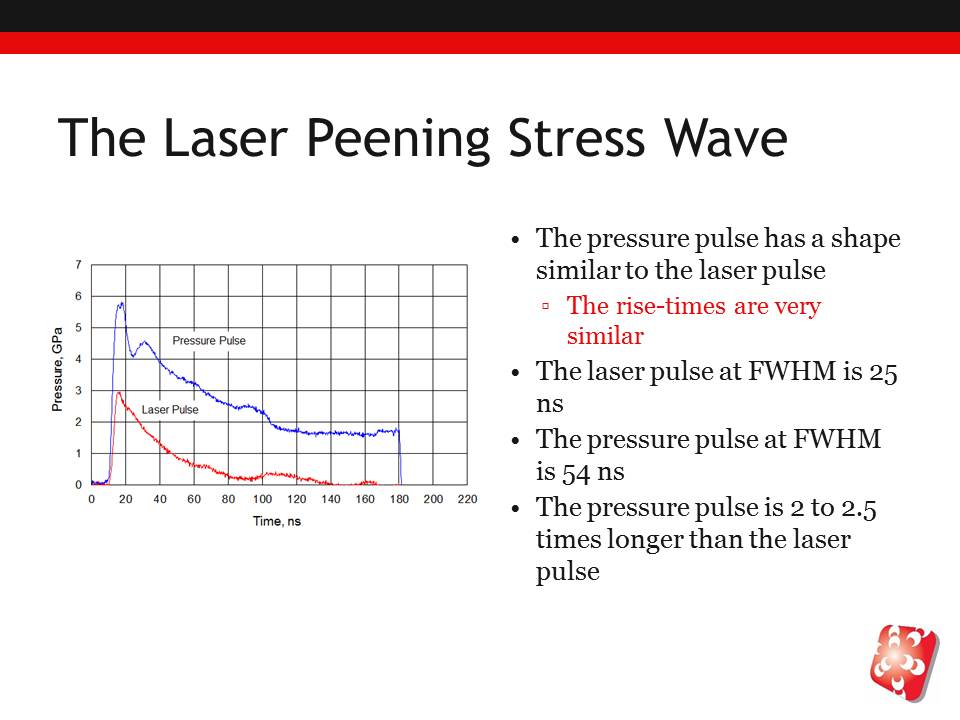
The chart below shows the type of pressure pulse that is produced during laser peening. Because of the tamping effect of the water overlay, the pressure pulse is typically about twice the full width at half max of the laser pulse, and the intensity can be two to five times higher than the laser pulse. The laser pulse in this particular case has a 25 nanosecond full width at half max, whereas the pressure pulse has a full width at half max at 54 nanoseconds.
Passage of a Stress Wave
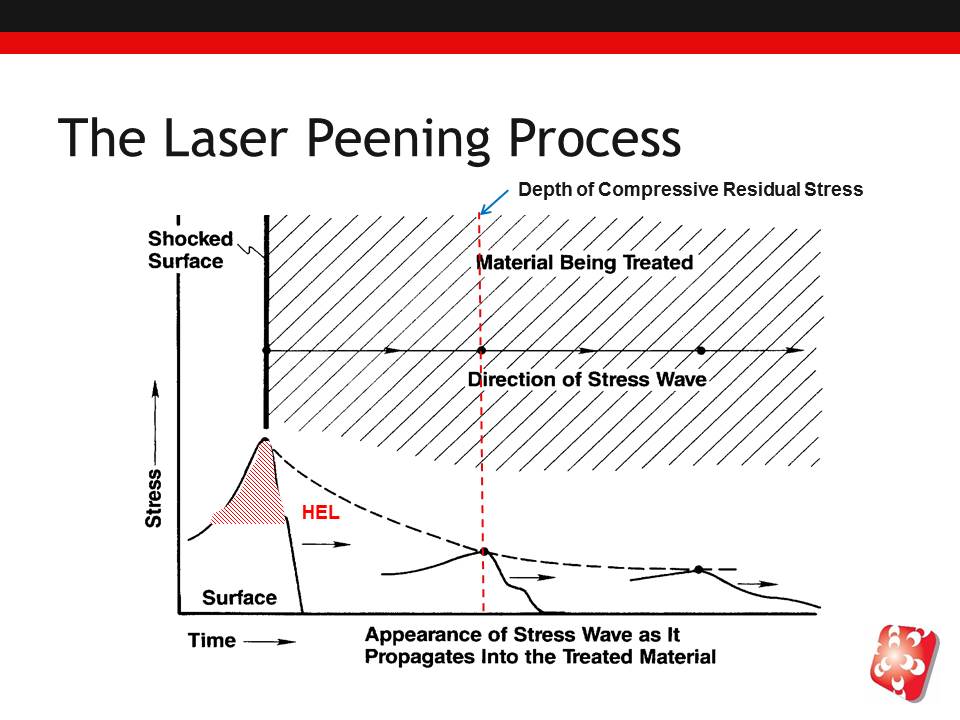
So what does a stress wave look like as it propagates into the material? In the image below, the surface of the part is represented by the black vertical line that says “Shocked Surface”. As pressure increases at the surface due to the expanding plasma, the pressure wave exceeds the Hugoniot Elastic Limit (HEL), and plastic deformation begins to occur. Plastic deformation imparts permanent residual stresses into the material that won’t revert back when the pressure subsides. These compressive residual stresses give the material increased fatigue strength, improved damage tolerance, and enhanced resistance to cracking and fretting.
As the stress wave propagates through the material, it gradually degrades and loses energy as it does the work of plastic deformation. Typically, a pressure up to about twice the Hugoniot Elastic Limit is required to reach the depths of compression desired by laser peening. These depths will vary depending upon the parameters of processing and the material properties, but can reach as far as 20 times deeper than the residual stresses associated with shot peening.
The depth of the residual stresses imparted by laser peening make it the most effective surface enhancement method for improving fatigue strength. Laser peening has been demonstrated to extend the service lifetime of steel, titanium, and other metal components up to 20 times, while providing significantly improved safety, performance, and reliability.
Interested in Seeing More?
Tell us about your application, material, or failure mechanism and we will have one of our experts reach out to you. Our extensive library of research and years of experience gives us a unique advantage to apply a finite element analysis to help diagnose the best application for your situation.